公差与测量系统
萨维滑动轴承的安装尺寸和公差与材料和壁厚有关。对于每一种材料,其吸水率和导热系数也很重要。低吸水率的滑动轴承在设计时可以允许较小的公差。轴承壁越厚,公差应越大。
因此,萨维滑动轴承有不同的公差等级:在这些公差下,按推荐标准安装的萨维滑动轴承可以在允许的温度范围和最高 70% 的湿度条件下工作。关于是否能在更高的空气湿度或水下使用轴承,为了帮助您正确使用您的轴承,我们可以为您的应用提供建议。
尺寸测量方法
滑动轴承压入外径 H7公差孔中。这种过盈压配合方式可以保证轴承的定位,滑动轴承的内径公差精度也在压入时成形。
推荐通止规进行轴承内径的测量。
- 将通止规的通端压入轴承内径,应当能够轻易穿过轴承内径
- 将通止规止端,应当止住不通。
故障诊断
尽管制造与安装很仔细,但仍然会有很多有关推荐安装尺寸与公差的问题存在。
为此,我们编制了最可能出现的问题的清单。在多数情况下,有了它们,我们就能很快发现问题的所在。
- 座孔没有加工合适的倒角,因此在压配合过程中轴承的材料可能被刮掉。
- 定位销的使用使得压配合过程中内径的变大。
- 座孔没有按照推荐的公差级别进行加工(通常是 H7 )。
- 基座由软性材料制成,轴承安装时基座孔扩张。
- 轴不在推荐公差范围之内。
- 轴承不是按照萨维的标准测量方法进行测量的。

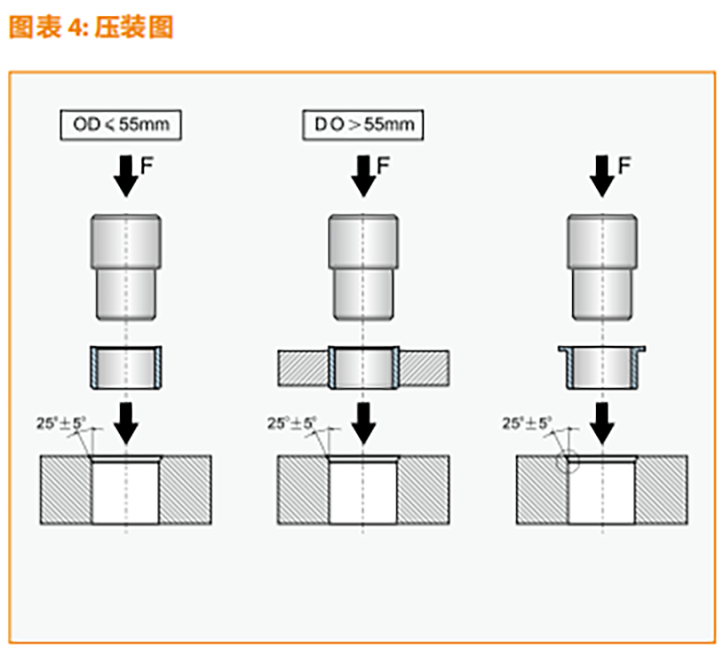
轴承安装
萨维EP轴承为压配合轴承, 只有压入按照推荐公差加工的合适的基座孔(H7) 后内径才会随之调整。座孔一端必须倒角25°以避免轴承压入时刮伤外径,压装时应该采用阶梯芯轴缓慢压入,禁止直接击打端面,以免变形影响轴承尺寸, 在压配合之前, 轴承内径比标准尺寸最大可能大 2%。在这种情况下, 压配合将能保证轴承安全, 还能防止轴向和径向的运动。 基座孔一定要按照推荐的公差( 通常是 H7) 来加工, 而且要光滑、 平整。 压入过程中可使用平头压轴,如图4。 但不能使用定位销,否则有可能损坏轴承或使内径变大。
EP系列轴承配合公差按照IS0 3547-1标准设计制造见图表5。虽然EP系列产品设计为自润滑产品,但在装配时在摩擦面上涂上适量的外部润滑剂(比如油脂)会缩短轴承的磨合期从而延长轴承的使用寿命。
粘合剂
正常情况下不需要使用粘合剂来安装轴承。但是高温会使轴承不能实现压配合。这种情况下建议选择耐高温的滑动轴承。
但是如果轴承的定位是通过粘合剂来实现的,那么必须对每种情况分别进行测试。一种情况的成功不代表其它情况也能成功。
加工
滑动轴承作为标准件提供。齐备的产品规格使得在大多数情况下都能使用标准尺寸产品。如果由于某种原因,需要对滑动轴承进行后续加工,相邻的表列出了加工要求。如果可能请避免对轴承内表面的加工, 否则可能导致更高的磨损率。EPT系列是一个例外,它非常适合二次加工。其它的滑动轴承在安装时加入润滑脂可抵消二次加工带来的不利因素。

图表5 :EP 塑料轴承配合公差[mm]
直径 d | 压装后公差 | 孔径 H7 | 轴径 h9 | ||
| E10 | F10 | D11 | |||
| >0~3 | +0.014+0.054 | +0.006+0.046 | +0.020+0.080 | 0+0.010 | 0-0.025 |
| >3~6 | +0.020+0.068 | +0.010+0.058 | +0.030+0.105 | 0+0.012 | 0-0.030 |
| >6~10 | +0.025+0.083 | +0.013+0.071 | +0.040+0.130 | 0+0.015 | 0-0.036 |
| >10~18 | +0.032+0.102 | +0.016+0.086 | +0.050+0.160 | 0+0.018 | 0-0.043 |
| >18~30 | +0.040+0.124 | +0.020+0.104 | +0.065+0.195 | 0+0.021 | 0-0.052 |
| >30~50 | +0.050+0.150 | +0.025+0.125 | +0.080+0.240 | 0+0.025 | 0-0.062 |
| >50~80 | +0.060+0.180 | +0.030+0.150 | +0.100+0.290 | 0+0.030 | 0-0.074 |
| >80~120 | +0.072+0.212 | +0.036+0.176 | +0.120+0.340 | 0+0.035 | 0-0.087 |
| >120~180 | +0.085+0.245 | +0.043+0.203 | +0.145+0.395 | 0+0.040 | 0-0.100 |